Lignes de Granulation de Recyclage
Revenir au hub principal pour comparer film, rigide, PET, mousse et compoundage.

Produits et solutions
Produits et solutions uniquementAucun produit ou solution correspondant.
Lignes de Granulation de Recyclage
La configuration finale est adaptee a votre matiere, a votre capacite cible et aux exigences du process en aval.
Les acheteurs de lignes cutter-compactor comparent souvent le hub global et la route plastiques rigides avant de finaliser le bon process.
Revenir au hub principal pour comparer film, rigide, PET, mousse et compoundage.
À utiliser si la matière est constituée de paillettes rigides denses plutôt que de film lavé ou raphia.
Pertinent lorsque la réduction humidité et l'augmentation de densité apparente doivent être résolues en amont.
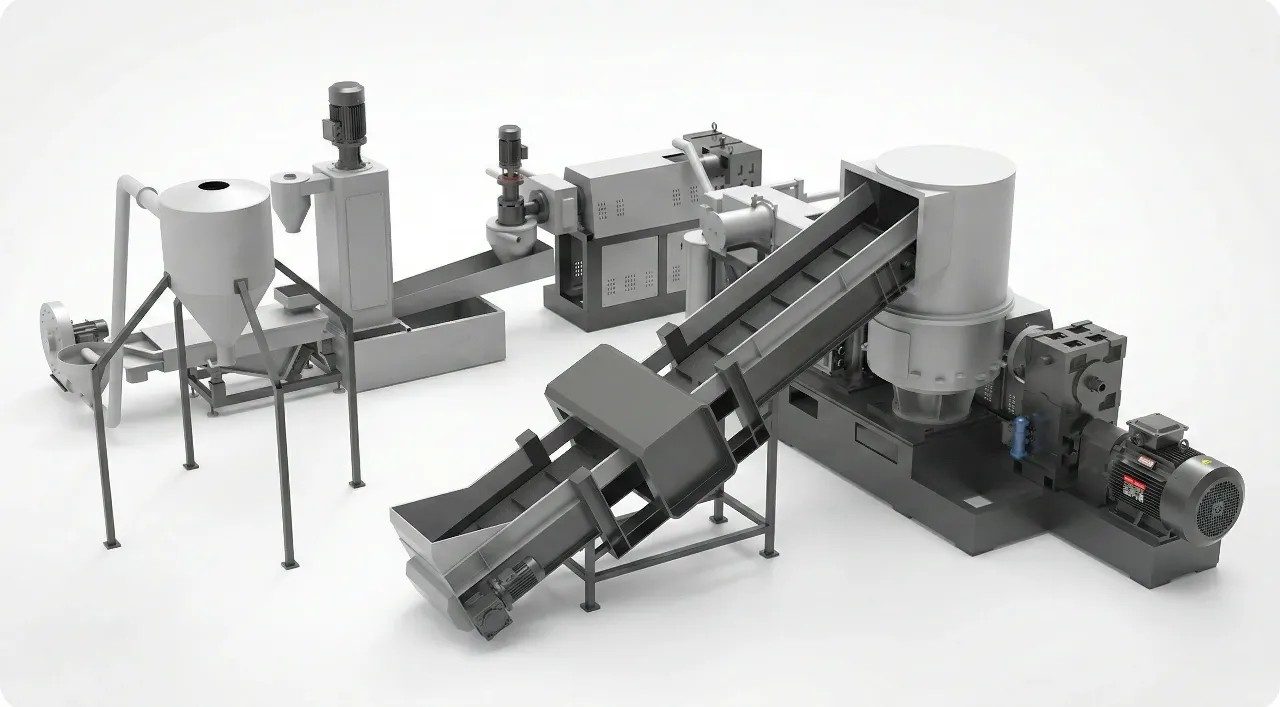
La logique centrale consiste à transformer un film instable à faible densité apparente en fusion stable puis en granulés prêts pour l'aval.
La ligne démarre avec film PE PP, sacs tissés, raphia ou autres déchets souples qui alimenteraient mal un extrudeur standard.
Dans le cutter compactor, la matière est réduite, préchauffée et densifiée afin que l extrudeur reçoive un feed plus stable.
Humidité, volatils d encre et contamination sont retirés par évents et filtration selon impression, qualité de lavage et marché granulés.
La fonte est coupée en water-ring ou strand, puis refroidie, séchée et tamisée pour produire des granulés film réutilisables.
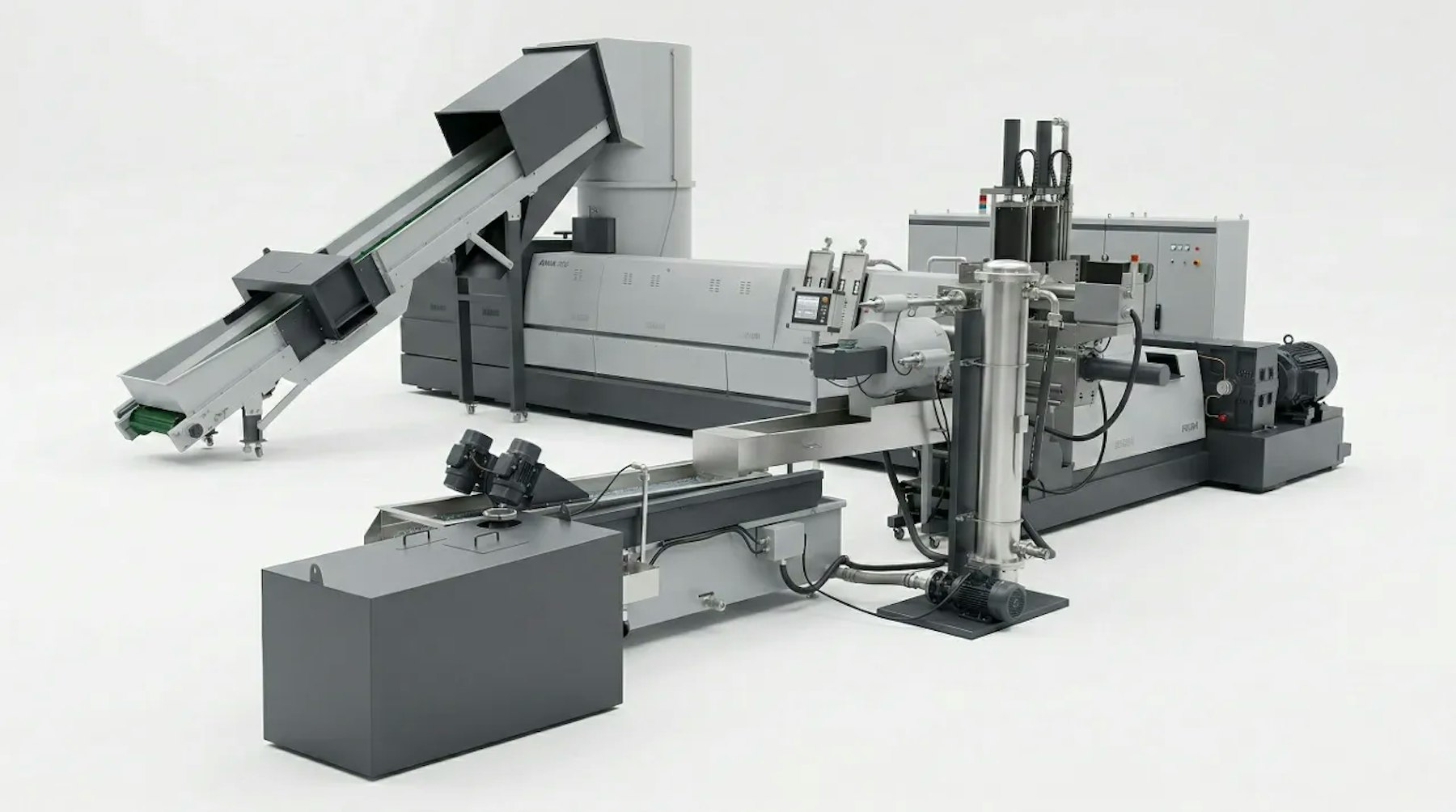
Six modèles de 150 à 1 200 kg/h avec cutter-compacteur intégré et filtration adaptée au recyclage de film lavé.
Film, raphia et sacs tissés sont coupés, préchauffés et densifiés dans le compacteur (300–1 100 L) avant extrusion — éliminant pontage et pulsations.
Six modèles standard (ML85–ML180) couvrent 150–1 200 kg/h. Choisissez le volume compacteur et la taille extrudeuse adaptés.
Ventilation simple ou double combinée au pré-séchage du compacteur pour traiter humidité résiduelle et volatils d'encre.
La plupart des défaillances viennent de l'instabilité d'alimentation et de l'humidité, pas du sous-dimensionnement.
Le film lavé ponte, pulse et affame la vis, causant fusion irrégulière et défauts.
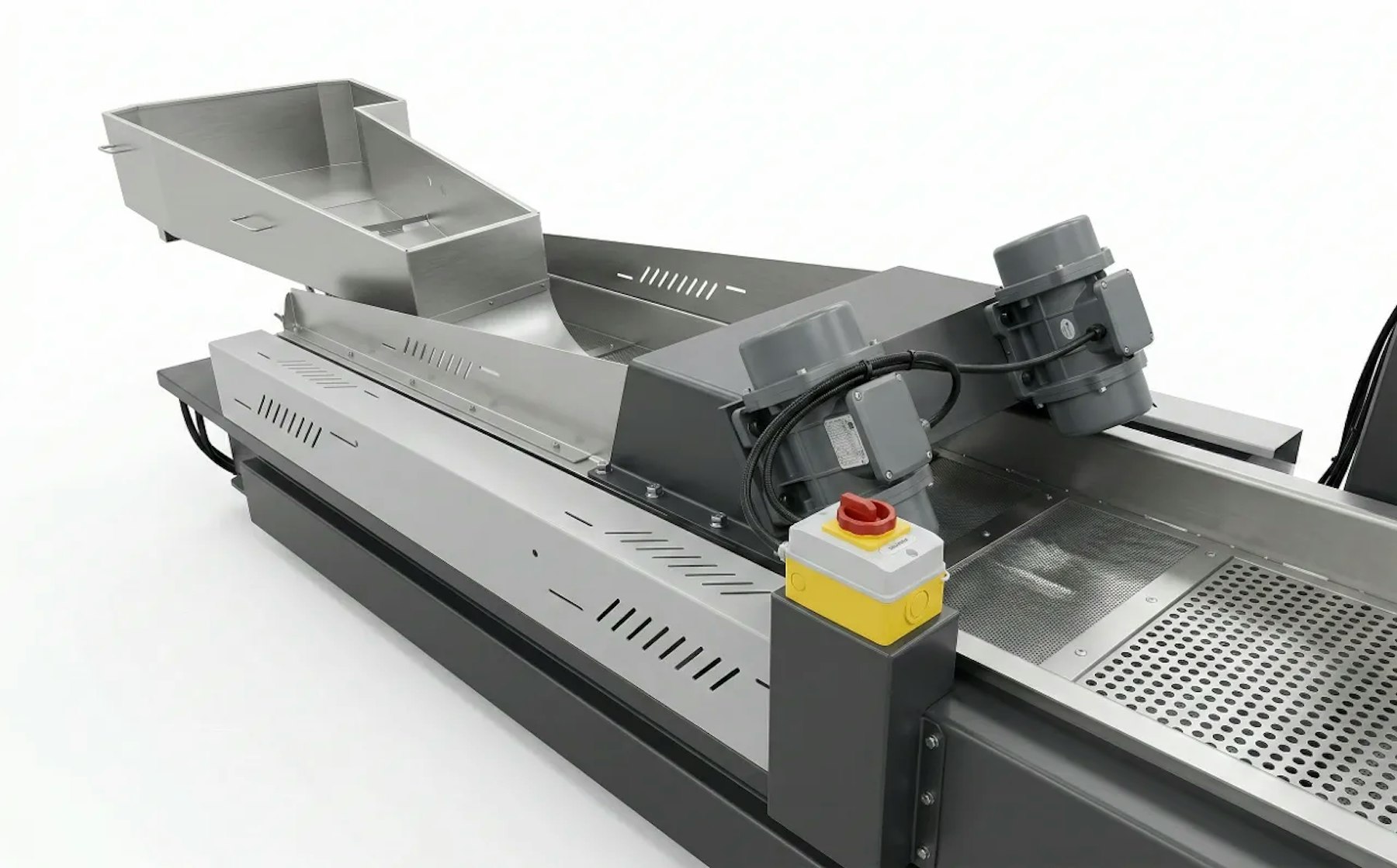
Le cutter-compacteur intégré coupe, préchauffe et densifie le film avant la vis — alimentation stable quelle que soit la densité apparente.
L'humidité résiduelle cause bulles, vides et défauts de surface dans les granulés.
Pré-séchage compacteur + ventilation atmosphérique ou sous vide élimine l'humidité avant la filière.
Les films imprimés libèrent des volatils d'encre qui décolorent les granulés.
Zones de ventilation renforcées pour extraire les volatils d'encre. Double ventilation pour films très imprimés.
La qualité des granulés varie entre lots, rendant le réemploi ou la revente peu fiables.
Préparation compacteur + filtration + granulation water-ring ou strand pour des granulés répétables.
Les acheteurs vérifient si la ligne peut transformer un film lavé léger en fonte stable et en granulés réguliers.
La configuration décisive n est pas seulement la taille de l extrudeuse, mais l association du compacteur, du dégazage, de la filtration et de la coupe.
La ligne convertit une alimentation légère et instable en granulés avec forme, densité et comportement de manutention prévisibles.
Découvrez comment le film PE/PP lavé est densifié, extrudé, filtré et granulé en granulés recyclés.
Granuler films agricoles, stretch, sacs et films post-consommation lavés avec une alimentation plus stable.
Traiter sacs tissés, big bags et chutes de raphia nécessitant une densification avant fusion.
Produire des granulés stables à partir de déchets film légers qui pontent ou pulsent en alimentation directe.
| Paramètre | Spécification | Notes | ||
|---|---|---|---|---|
| ML85-100 | 300 L / 37-45 kW | 85 mm (L/D 28-33:1) / 100 mm (L/D 10:1) | 55-75 kW | 150-200 kg/h |
| ML100-120 | 500 L / 55-75 kW | 100 mm (L/D 28-33:1) / 120 mm (L/D 10:1) | 90-110 kW | 250-350 kg/h |
| ML130-150 | 800 L / 90-110 kW | 130 mm (L/D 28-33:1) / 150 mm (L/D 10-12:1) | 132-160 kW | 400-550 kg/h |
| ML150-160 | 950 L / 110-132 kW | 150 mm (L/D 28-33:1) / 160 mm (L/D 12:1) | 185-200 kW | 500-650 kg/h |
| ML160-180 | 1100 L / 110-132 kW | 160 mm (L/D 28-33:1) / 180 mm (L/D 12:1) | 220-250 kW | 700-900 kg/h |
| ML180-200 | 1100 L / 160-185 kW | 180 mm (L/D 28-33:1) / 200 mm (L/D 12:1) | 280-315 kW | 900-1200 kg/h |
Les paramètres ci-dessus sont des configurations standard. Toutes les spécifications — volume compacteur, diamètre de vis, rapport L/D et puissance moteur — sont personnalisables selon vos besoins.
| Critère | Ligne Film avec Compactage | Ligne Plastiques Rigides |
|---|---|---|
| Matière | Film PE/PP lavé, raphia, sacs tissés | Flocons rigides, broyats (HDPE, PP, ABS, PS) |
| Densité | Très basse — nécessite cutter-compacteur | Haute — alimentation forcée ou gravité |
| Équipement Clé | Cutter-compacteur (300–1 100 L) + monovis | Alimentation forcée + monovis |
| Défi Principal | Réduction volume, élimination humidité, dégazage encre | Filtration fonte et élimination contamination |
| Débit Typique | 150–1 200 kg/h | 100–1 200 kg/h |
La ligne film intègre un cutter-compacteur pour densifier le film avant extrusion. La ligne rigide utilise l'alimentation forcée pour des flocons denses. Le compacteur est la différence clé.
Généralement non. Le cutter-compacteur préchauffe et pré-sèche le film par friction. Combiné à la ventilation extrudeuse, cela traite l'humidité résiduelle typique (5–15 %).
Oui. Le film imprimé libère des volatils d'encre. La ligne peut être configurée avec ventilation renforcée ou double pour extraire ces gaz.
Le choix dépend du débit, type de film, humidité et volume compacteur. ML85 (300 L, 150–200 kg/h) convient aux petites opérations; ML180 (1 100 L, 900–1 200 kg/h) pour la grande production.
Envoyez type de film, état après lavage, humidité résiduelle, charge d impression, kg/h visé et méthode de coupe souhaitée pour une proposition adaptée.