

Entree : Fragments PET et Matiere Recyclee
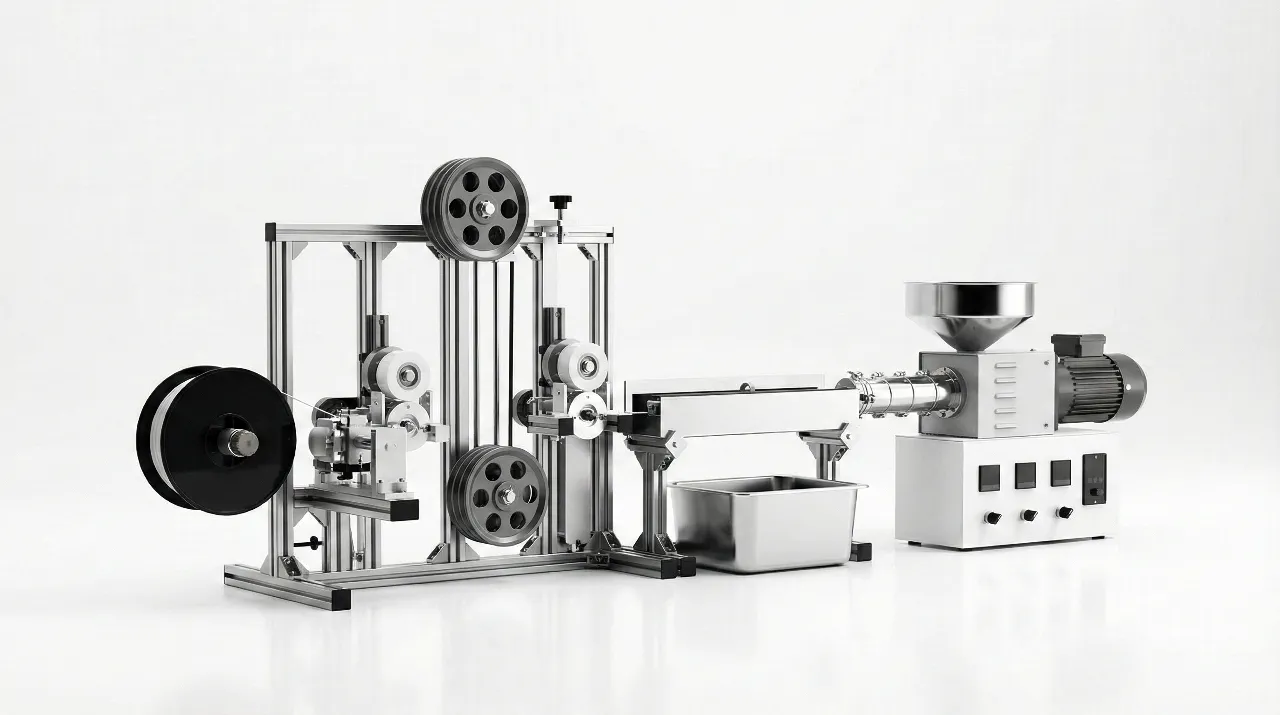
La forme de la matiere de depart — flocons, fragments, broyes ou granules — determine les besoins de sechage, les exigences de filtration et si l extrusion directe est realiste pour votre diametre cible.
- La taille et la regularite des fragments affectent la stabilite d alimentation et l uniformite de fusion
- Le taux d humidite et le profil de contamination dictent la configuration de sechage et de filtration
- Le grade matiere (vierge, post-industriel, post-consommation) definit la base de controle process
