Líneas de Peletizado para Reciclaje
Regrese al hub principal para comparar film, rígidos, PET, espuma y compounding.

Productos y soluciones
Solo productos y solucionesNo se encontraron productos o soluciones.
Líneas de Peletizado para Reciclaje
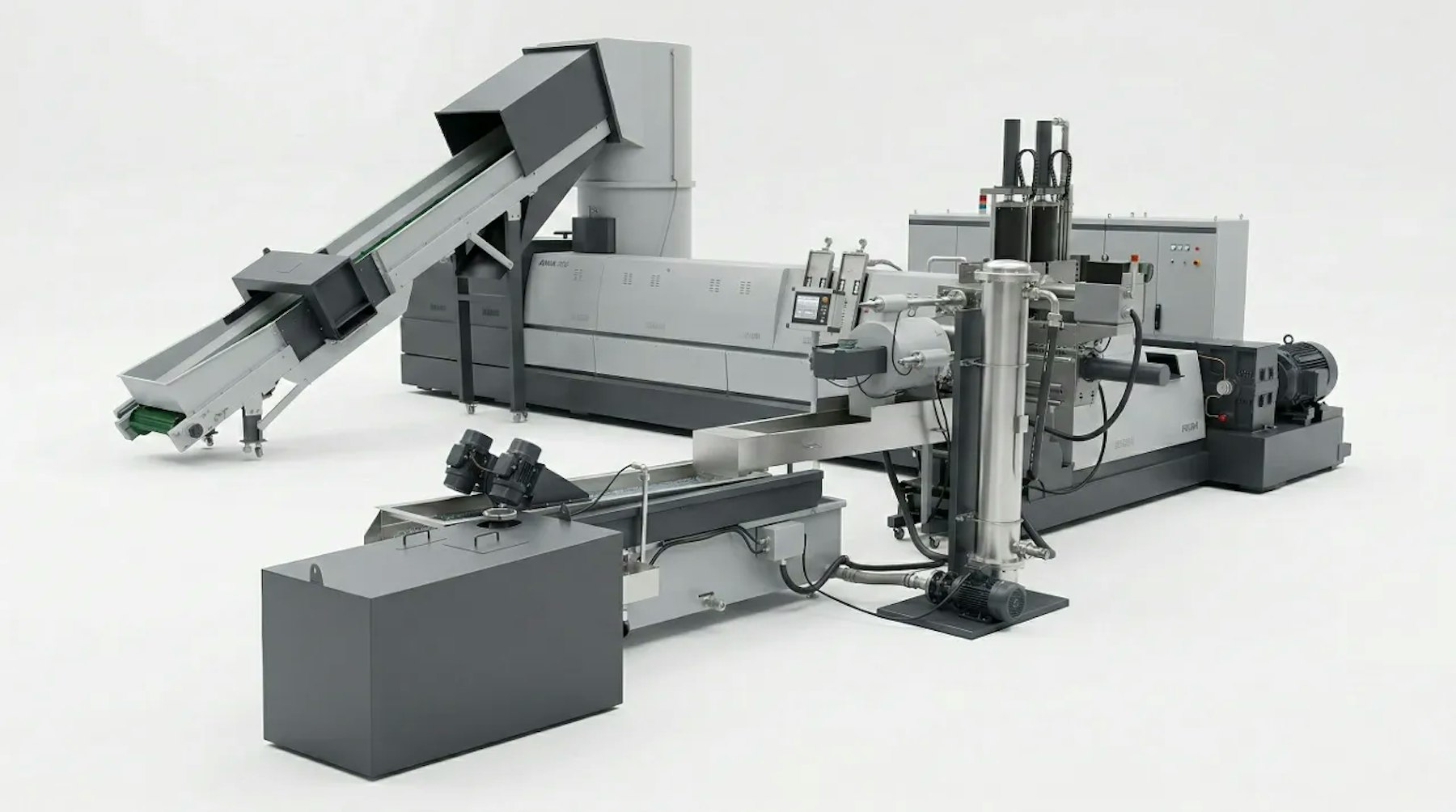
Serie de 6 modelos cutter-compactador (ML85–ML180, 150–1.200 kg/h) con densificación integrada, extrusión de husillo simple, venteo y peletizado water-ring o strand para film PE/PP lavado, rafia y sacos tejidos.
Los compradores de líneas cutter-compactor suelen comparar el hub general y la ruta rígida antes de decidir el proceso correcto.
Regrese al hub principal para comparar film, rígidos, PET, espuma y compounding.
Úsela si el material es escama rígida densa y no film lavado o rafia.
Relevante cuando la reducción de humedad y el aumento de densidad aparente deben resolverse antes del peletizado.
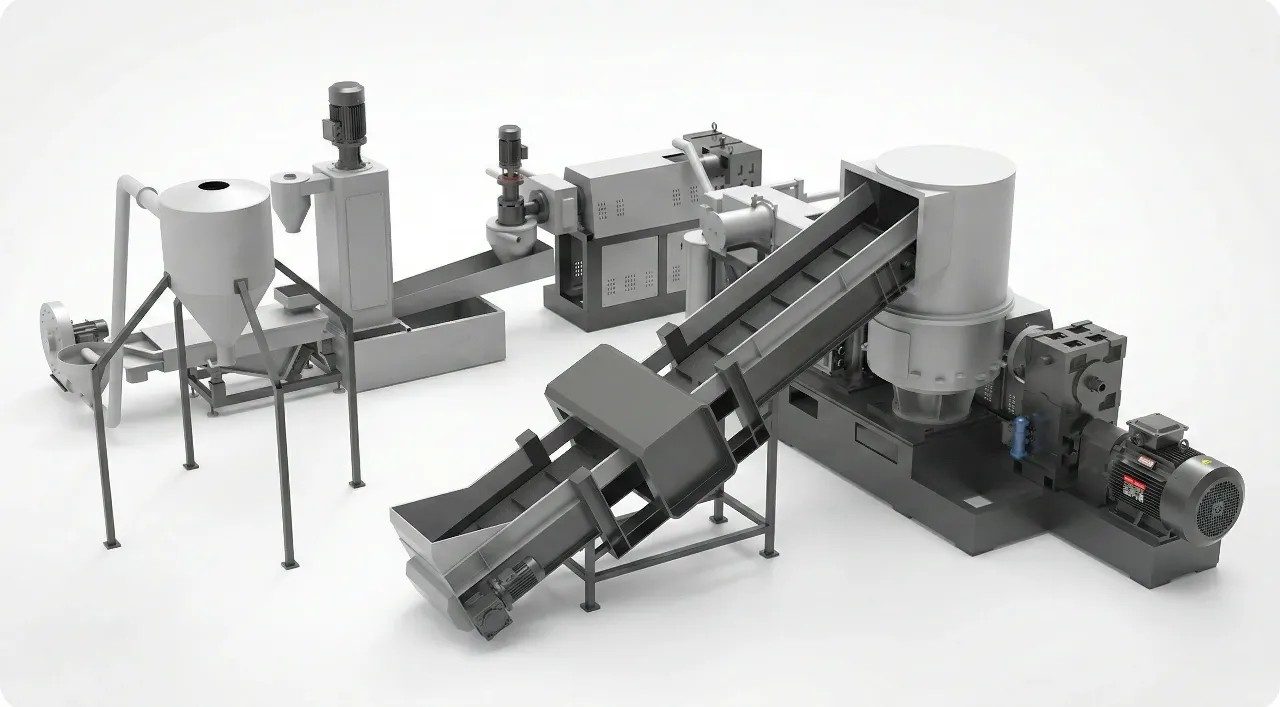
La lógica principal es transformar film inestable de baja densidad aparente en un fundido predecible y luego en pellets listos para uso posterior.
La línea arranca con film PE PP, sacos tejidos, rafia u otros residuos blandos que alimentarían mal una extrusora estándar.
Dentro del cutter compactor el material se reduce, precalienta y densifica para entregar una alimentación más estable a la extrusora.
La humedad, volátiles de tinta y contaminación se eliminan mediante venteo y filtración según la carga de impresión y la calidad del lavado.
La configuracion final se adapta al material, la capacidad objetivo, la contaminacion y las exigencias del proceso posterior. Rumtoo revisa alimentacion, tamano de salida, automatizacion, seguridad y mantenimiento antes de cerrar el modelo.
Seis modelos de 150 a 1.200 kg/h con cutter-compactador integrado y filtración adaptada al reciclaje de film lavado.
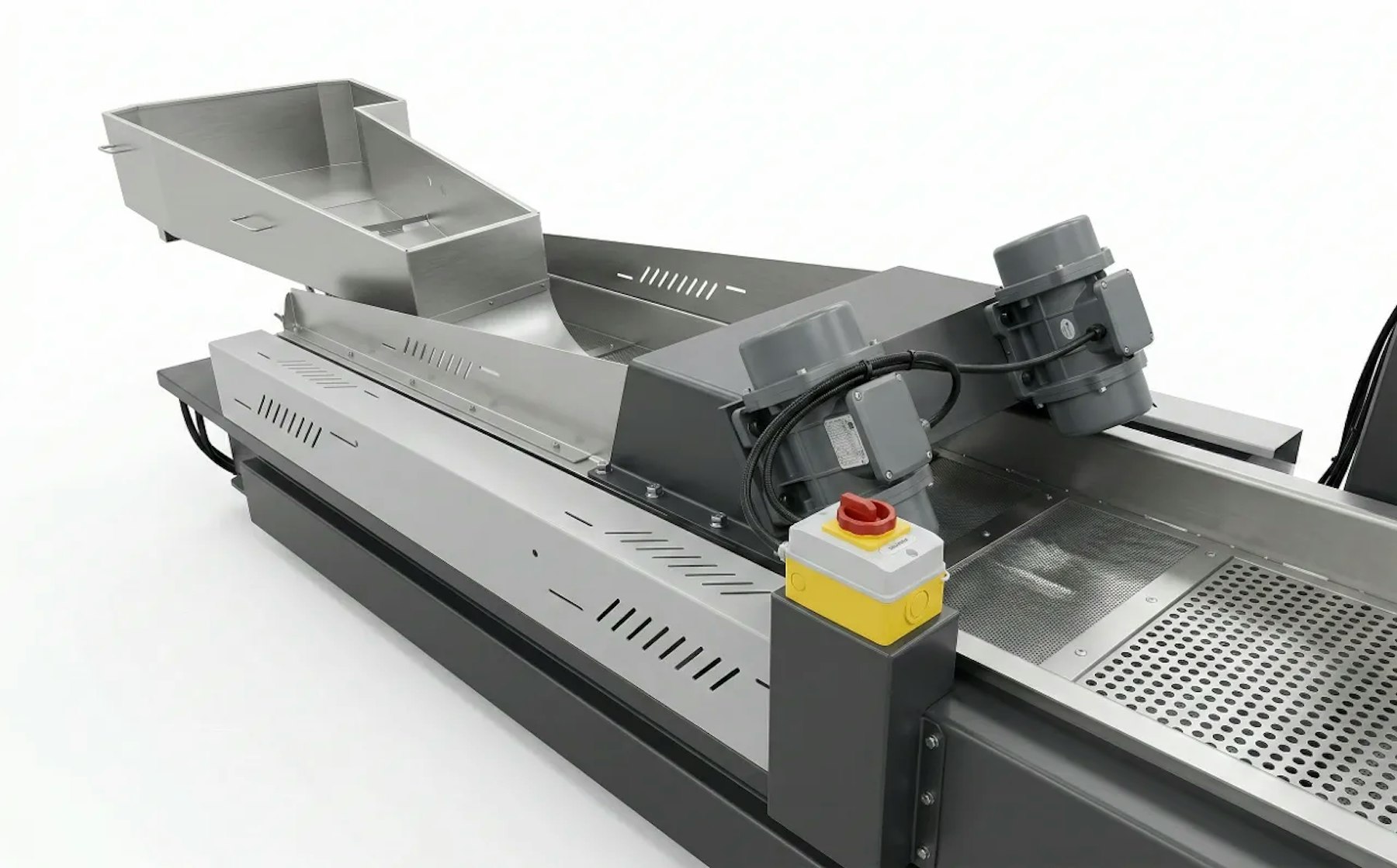
Film, rafia y sacos tejidos se cortan, precalientan y densifican en el compactador (300–1.100 L) antes de la extrusión — eliminando puentes y pulsaciones.
Seis modelos estándar (ML85–ML180) cubren 150–1.200 kg/h. Elija el volumen de compactador y tamaño de extrusora adecuados.
Venteo simple o doble combinado con el pre-secado del compactador para manejar humedad residual y volátiles de tinta.
La mayoría de los fallos provienen de la inestabilidad de alimentación y la humedad, no del tamaño de la extrusora.
El film lavado forma puentes, pulsa y deja sin material la extrusora.
El cutter-compactador integrado corta, precalienta y densifica el film antes del husillo — alimentación estable sin importar la densidad aparente.
La humedad residual causa burbujas, vacíos y defectos superficiales en los pellets.
Pre-secado del compactador + venteo atmosférico o vacío elimina la humedad antes de la boquilla.
Los films impresos liberan volátiles de tinta que decoloran los pellets.
Zonas de venteo reforzadas extraen los volátiles. Doble venteo para films muy impresos.
La calidad del pellet varía entre lotes, haciendo el reuso o la reventa poco confiables.
Esta etapa ayuda a estabilizar el flujo, reducir intervenciones del operador y proteger la calidad de salida. Tambien define si se requieren separacion, control de polvo, tratamiento de agua o integracion con equipos aguas abajo.
Los compradores comprueban si la línea puede convertir film lavado ligero en fundido estable y pellets repetibles.
La configuración decisiva no es solo el tamaño de la extrusora, sino cómo trabajan juntos compactador, venteo, filtración y corte.
La línea debe convertir una alimentación ligera e inestable en pellets con forma, densidad y manejo previsibles.
Vea cómo el film PE/PP lavado se densifica, extruye, filtra y peletiza en pellets reciclados.
Peletizar film agrícola, stretch, bolsas y film postconsumo lavado con mejor estabilidad de alimentación.
Procesar sacos tejidos, big bags y recortes de rafia que requieren densificación antes de la fusión.
Crear pellets estables a partir de scrap de film esponjoso donde la alimentación directa genera puentes o pulsos.
| Parámetro | Especificación | Notas | ||
|---|---|---|---|---|
| ML85-100 | 300 L / 37-45 kW | 85 mm (L/D 28-33:1) / 100 mm (L/D 10:1) | 55-75 kW | 150-200 kg/h |
| ML100-120 | 500 L / 55-75 kW | 100 mm (L/D 28-33:1) / 120 mm (L/D 10:1) | 90-110 kW | 250-350 kg/h |
| ML130-150 | 800 L / 90-110 kW | 130 mm (L/D 28-33:1) / 150 mm (L/D 10-12:1) | 132-160 kW | 400-550 kg/h |
| ML150-160 | 950 L / 110-132 kW | 150 mm (L/D 28-33:1) / 160 mm (L/D 12:1) | 185-200 kW | 500-650 kg/h |
| ML160-180 | 1100 L / 110-132 kW | 160 mm (L/D 28-33:1) / 180 mm (L/D 12:1) | 220-250 kW | 700-900 kg/h |
| ML180-200 | 1100 L / 160-185 kW | 180 mm (L/D 28-33:1) / 200 mm (L/D 12:1) | 280-315 kW | 900-1200 kg/h |
Los parámetros anteriores son configuraciones estándar. Todas las especificaciones — volumen del compactador, diámetro de husillo, relación L/D y potencia del motor — se pueden personalizar según sus requisitos.
| Factor | Línea Film con Compactación | Línea Plástico Rígido |
|---|---|---|
| Material | Film PE/PP lavado, rafia, sacos tejidos | Escamas rígidas, regrind (HDPE, PP, ABS, PS) |
| Densidad | Muy baja — requiere cutter-compactador | Alta — alimentación forzada o gravedad |
| Equipo Clave | Cutter-compactador (300–1.100 L) + monoeje | Alimentación forzada + monoeje |
| Desafío | Reducción volumen, humedad, volátiles tinta | Filtración fundido y contaminación |
| Capacidad | 150–1.200 kg/h | 100–1.200 kg/h |
La línea de film incluye un cutter-compactador para densificar el film antes de la extrusión. La línea rígida usa alimentación forzada para escamas densas. El compactador es la diferencia clave.
Generalmente no. El cutter-compactador precalienta y pre-seca el film por fricción. Combinado con el venteo, maneja la humedad residual típica (5–15 %).
Sí. El film impreso libera volátiles de tinta. La línea se puede configurar con venteo reforzado o doble para extraerlos.
Depende de la capacidad, tipo de film, humedad y volumen de compactador. ML85 (300 L, 150–200 kg/h) para operaciones pequeñas; ML180 (1.100 L, 900–1.200 kg/h) para gran producción.
Envíe tipo de film, condición después del lavado, humedad residual, carga de impresión, kg/h objetivo y método de corte preferido para una propuesta adecuada.